壓力容器模塊化方案:焊接精度±0.05mm,成本降低40%
發布日期:2026-03-05 14:25 ????瀏覽量:
壓力容器的制造精度與成本控制始終是制造行業關注的焦點。近期,華東某化工園區一項年產50萬噸新材料配套項目中,通過模塊化制造方案成功實現焊接精度穩定控制在±0.05mm,綜合成本降低40%,為行業提供了可復制的優化路徑。
一、項目需求
該項目需定制多臺大型反應壓力容器,客戶原計劃采用傳統整體制造方式。但現場焊接受濕度、溫差影響大,焊縫合格率波動明顯;高空作業安全風險高,且6個月工期難以匹配產線投產節點。如何在保障本質安全的前提下提質增效,成為項目關鍵挑戰。
二、解決方案
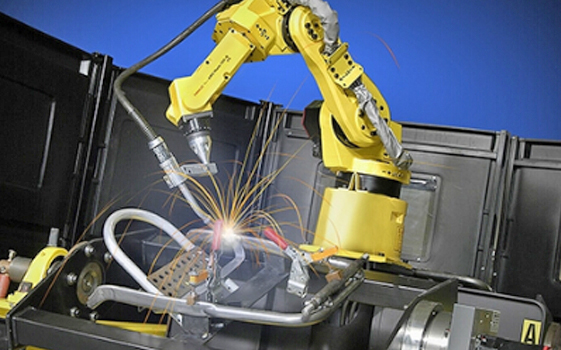
項目團隊采用“工廠預制+現場組裝”模式,將單臺容器科學拆解為8個標準化模塊。在恒溫車間內,依托高精度焊接機器人集群與激光視覺定位系統,實現焊縫實時糾偏;結合數字孿生技術預演工藝參數,將焊接變形量控制在微米級。每個模塊經三重質檢后出廠,確保“零缺陷”交付。
成本優化源于系統性設計:標準化模塊提升材料利用率至98.8%,邊角料損耗顯著降低;工廠化作業減少70%現場高危人工投入;模塊化運輸與吊裝方案進一步壓縮物流與安裝成本。值得一提的是,該方案對焊接工藝的精細化管控,使一次合格率達99.5%,大幅減少返工帶來的隱性支出。
三、成效驗證
項目交付后第三方檢測報告顯示:
-
焊接尺寸偏差穩定控制在±0.05mm(行業常規標準為±0.5mm);
-
綜合制造成本較預算降低40%,其中人工成本下降35%,材料損耗率降至1.2%;
-
總周期壓縮至3.5個月,為客戶提前投產創造顯著效益。
“模塊化不僅保障了設備長期運行的可靠性,更在經濟效益上帶來實質性突破。”項目技術負責人表示。該方案尤其適用于工期緊張、質量要求嚴苛的化工、能源領域項目。
四、模塊化設計的原理和優勢
傳統壓力容器制造多采用分散式工藝,需現場焊接主管道、組裝部件,耗時且精度難控。而模塊化方案通過一體化設計與功能集成,將壓力容器核心部件(如筒體、封頭、工藝管口)在工廠預制為標準化模塊,大幅減少現場作業量。
以該項目為例,其采用模塊化壓力容器設計后,主管道焊接工序取消,模塊整體吊裝精度達±0.3mm,工期縮短30%。這種設計理念的核心在于:
-
結構優化:通過三維建模分析,將復雜功能集成于緊湊模塊,減少連接點,降低泄漏風險;
-
標準化生產:將接管法蘭、封頭等部件按規格預制,實現批量制造,提升良率;
-
柔性適配:可變模塊設計支持不同工況需求,如核能供熱、海水淡化等多場景應用。
壓力容器模塊化方案通過重構制造邏輯,在精度、效率、成本三個維度實現突破性提升。當行業從規模擴張轉向效率競爭,這種"即插即用"的柔性制造模式,正成為企業構建核心競爭力的關鍵方案。
相關文章

壓力容器模塊化焊接的三大核心技術:激光跟蹤+工業機器人+智能傳感
焊接機器人好在哪?有哪些功能?總結了7點
