? 400-1399-168
為先進制造提供最有價值的解決方案
為先進制造提供最有價值的解決方案
焊接機器人是一種高度自動化的焊接設備,是焊接自動化的重要發展。它改變了剛性自動焊接方式,開辟了一種新的柔性自動焊接方法。另外,機器人代替手工焊接是焊接制造業的發展趨勢,可以提高焊接質量,提高生產率,降低成本。另外,由于焊接環境惡劣,工人很難工作。焊接機器人的出現解決了這個問題。盾構是一種隧道掘進的專用工程機械,現代盾構機集機、電、液、傳感、信息技術于一體,具有開挖切削土體、輸送土渣、拼裝隧道襯砌、測量導向糾偏等功能[1]。盾構具有自動化程度高、施工速度快、施工過程中對地面建筑物及交通影響小等優點,因此,在地鐵、鐵路、公路、市政、水電等隧道工程得到廣泛應用[2]。盾構機主要由刀盤、盾體、主驅動、螺旋輸送機、管片拼裝機、后配套等多個部件組成。主驅動是盾構機的關鍵核心部件,為刀盤提供支撐力及回轉動力、傳遞刀盤推進力。而驅動箱是盾構機主驅動的主要結構件,用于承載主軸承、刀盤法蘭、減速機等其他部件,同時提供主軸承潤滑系統的齒輪油容納空間,為前部密封及油脂潤滑系統提供油脂通道[3]。
隨著工業智能制造程度的深入,實現焊接產品制造的自動化、柔性化與智能化已成為必然趨勢,而機器人焊接成為焊接技術自動化的主要標志[4]。機器人焊接具有提高焊接質量、保證焊接質量的穩定性和均一性、提高勞動生產效率、改善勞動條件等優點。本文以CLOOS弧焊焊接機器人為基礎,建立盾構機驅動箱焊接工作站,探索研究機器人焊接參數,形成驅動箱機器人焊接數據庫,實現驅動箱機器人焊接,提高焊接質量及效率,提升工業智能制造水平。
2 驅動箱結構
驅動箱是由不同厚度的鋼板焊接形成的半封閉圓形箱體,如圖1所示,為刀盤驅動系統的其他組件提供安裝基座,對結構的剛度和強度要求很高,所以驅動箱的焊縫質量及結構強度安全對刀盤驅動系統具有非常重要的意義。
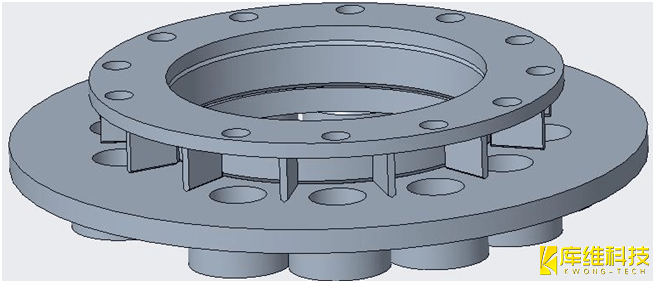
圖1 驅動箱三維結構
驅動箱人工焊接時,對于全熔透焊縫坡口背面需要碳弧氣刨清根,噪音及勞動強度大,且驅動箱環焊縫焊接時需要焊接人員對稱焊接,存在焊縫質量不穩定、焊接速度慢、生產周期長的問題。
3 焊接工作站構成
驅動箱是由多個厚板零件拼接而成的組焊件,需要進行多層多道焊接,且為了減少焊接變形,焊縫應對稱焊接,焊接過程驅動箱結構件需要多次翻身。
根據驅動箱焊接結構尺寸特點和要求分析,焊接工作站為雙機器人雙工位機器人焊接工作站,兩條平行的12m有效行程地面軌道上各安裝有一個三維伸縮臂,每套伸縮臂上配有一套七軸弧焊機器人,兩機器人可獨立工作或者一同工作,如圖2所示。弧焊機器人采用QRC-E-350型號關節型手臂機器人,其所有軸都有一個極大的旋轉范圍,使其具有非常大的靈巧性能和工作范圍。機器人的手臂設計細長而緊湊,且各軸的動態性能高,保證了優良的焊接精度、速度和可重復性。
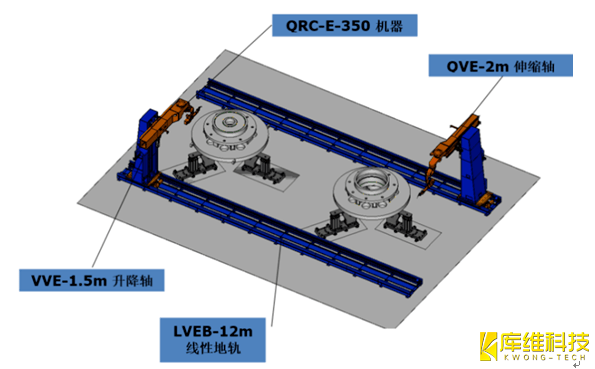
圖2 焊接工作站三維布局圖
4 焊接關鍵技術
4.1 焊接方法
機器人焊接工作站選用脈沖一元化QINEO Pulse A 600焊接電源,焊接方法為熔化極氣體保護焊,采用80%Ar+20%CO2的富氬混合氣體保護,氣體流量為15~25L/min;選用伊薩焊絲,型號為ISO 14341-A:G 46 4 M21 4Si1。
機器人焊接系統中有五種焊接模式,即S-pluse(速度脈沖焊接)、Normal(普通焊接)、RAPID(深熔焊接)、RPCA(大間隙小參數焊接),焊接過程根據零件的板厚與坡口尺寸、組對間隙、焊接位置(打底/填充焊)等因素選擇焊接模式。
4.2 焊接試驗
根據驅動箱結構特點,制定機器人焊接工藝試驗方案,試驗件(T形焊接接頭)結構如圖3所示,試驗確定焊接參數。試驗材料為Q355B,方案設計中針對背面焊縫不清根、焊接位置(橫焊/立焊)、不同鈍邊及組對間隙尺寸進行焊接試驗,其中鈍邊尺寸分別為0、2mm、5mm,組對間隙分別為0、2mm、5mm。焊前對坡口及其周邊100mm進行預熱,預熱溫度為100~150℃。焊后對焊縫進行超聲波(UT)檢測,按照GB/T 11345 B級檢驗、GB/T 29712 2級驗收,并對焊接接頭進行宏觀腐蝕觀察。如圖4所示。
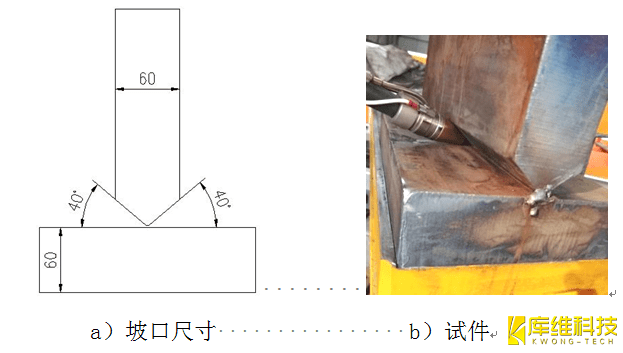
圖3 機器人焊接接頭坡口及試件
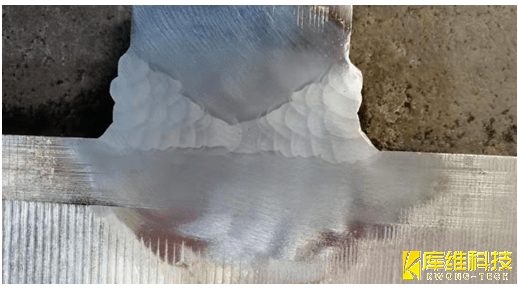
圖4 機器人焊接接頭宏觀金相
根據焊接接頭的探傷結果及宏觀腐蝕觀察,分析試驗過程中焊接接頭存在的缺欠。針對性優化試驗焊接參數,進而得到驅動箱機器人焊接數據庫,數據庫關鍵參數見表1。試驗結果表明,在其他焊接參數相同、且不進行背面清根的條件下,鈍邊及組對間隙尺寸為2mm左右時,更易獲得探傷合格的全熔透焊接接頭。鈍邊尺寸過大、組對間隙過小時,打底焊縫熔透效果不佳,無法得到全熔透焊接接頭;鈍邊尺寸過小、組對間隙過大時,正面打底焊接時形成的焊縫金屬會過多地透過坡口背面,在背面坡口底部形成凸起,導致背面打底焊接時容易形成未熔合缺欠。
在機器人焊接參數試驗過程中,經對焊接接頭超聲波探傷檢測及宏觀腐蝕觀察,接頭中較易出現的焊接缺欠是氣孔。氣孔產生的原因是氣體在熔化的焊縫金屬凝固過程中來不及逸出所造成的[5]。產生氣孔一般與氣體保護效果不好、環境風速過大、氣體流量過小、氣體不純、干伸長度過長等因素有關。通過不同參數條件下焊接試驗,發現機器人焊接試驗過程中產生氣孔的主要原因是干伸長度、氣體流量不匹配。
通過試驗確定的干伸長度、氣體流量為:打底焊時干伸長度為(20±2)mm,填充/蓋面時干伸長度為18mm;氣體流量則應根據坡口角度、焊接模式及噴嘴直徑調整,具體見表2。
5 焊縫傳感及跟蹤
由于工件在制造、組對拼點過程中存在偏差等原因,驅動箱部件的焊道會存在差異,所以焊接時不能直接調用數據庫內已編好的程序,需要采用噴嘴接觸傳感器、激光傳感器和電弧實時跟蹤等對焊接工件的組對拼點、坡口尺寸及定位偏差進行補償,從而確保焊接質量。
噴嘴接觸傳感器是通過噴嘴接觸工件,瞬間短路形成電流回路信號,經傳感器發送回機器人,記錄工件接觸點的位置。重復接觸工件三個面,可獲得工件的坐標位置。利用噴嘴接觸傳感器可得到坡口位置、方向及起始點,從而獲得當前焊縫的位置信息,實現自動化焊接。
激光遠距離傳感是激光以一定的角度發射到工件表面并反射,傳感單元接收到反射光束并計算工件高度和輪廓。機器人通過激光傳感測量結果判斷工件位置,分析修正,最終獲得優化的焊縫位置。
電弧實時跟蹤是通過焊絲干伸長控制,對工件制造、組對拼點及焊接過程的變形等所造成的工件坡口及焊接線的誤差,進行迅速精確和動態地做出反應、修正軌跡,保證焊槍運行在焊道的中央、且與焊道的根部保持確定的高度。
6 驅動箱焊接
根據驅動箱的結構特點,為保證焊縫可達性及焊接空間,制定驅動箱拼點焊接順序。焊接過程中驅動箱零件分多次組對拼點,工件組對間隙保證在2mm左右。
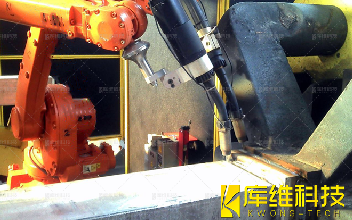
驅動箱拼點焊接順序為:焊接小法蘭連接焊縫→焊接部分筋板焊縫→焊接大法蘭連接焊縫→焊接筋板剩余焊縫→焊接減速機座焊縫。為保證大、小法蘭連接環焊縫的質量,法蘭之間的筋板分兩次進行組對焊接。如圖5所示。
為控制焊接變形,筋板和環焊縫同時焊接時,應先將筋板打底焊接,再依次焊接環筋外環焊縫、筋板剩余焊縫、環筋內環焊縫。

圖5 驅動箱機器人焊接
驅動箱零件組對拼點后,進行定位焊接,由于焊接機器人正式焊接時不能有效識別定位焊縫,若定位焊縫尺寸較大,焊接容易產生缺欠。因此,在正式焊接前需要對定位焊縫兩端10~15mm打進行磨處理,圓滑過渡,保證能夠與正式焊縫良好結合。定位焊縫要求焊透,不允許存在裂紋、未熔合、氣孔等缺欠。
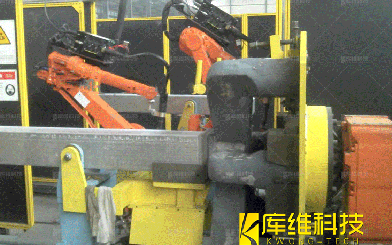
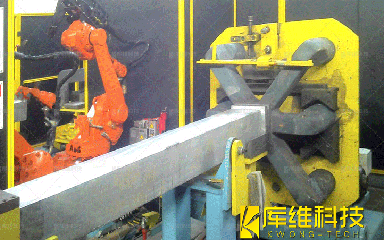
對焊接區域進行預熱,預熱溫度100~150℃;焊接參數見表1。焊接過程中,噴嘴接觸傳感器、激光傳感器和電弧實時跟蹤對焊縫位置進行定位及實時跟蹤,確保焊縫的焊接質量。如圖6為機器人焊接驅動箱的環焊縫圖。

圖6 驅動箱機器人焊接環焊縫圖
該焊接工作站實現了盾構機驅動箱部件的自動化焊接,焊縫成形美觀,焊接穩定性高。且全熔透焊縫在背面坡口不進行碳弧氣刨清根處理的條件下,單面焊雙面成形,降低了勞動強度,保證了焊縫質量和生產效率。
7 結束語
1)根據盾構機驅動箱部件的焊接特點,以CLOOS弧焊機器人為核心,研制出盾構機驅動箱部件自動化焊接工作站;
2)針對驅動箱的結構特點,設計機器人焊接試驗方案,對T形結構試驗件進行焊接試驗及分析,得到驅動箱機器人焊接數據庫;
3)利用焊接機器人焊縫位置的傳感及實時跟蹤等功能,所研制的焊接工作站實現了盾構機驅動箱部件的自動化焊接,減少了勞動強度,提高了焊接穩定性。
參考文獻:
[1] 陳饋,等.盾構施工關鍵技術[M].北京:中國鐵道出版社有限公司,2005.
[2] 劉杰.盾構機構件機器人焊接軌跡可達性研究[D].天津:天津大學,2017.
[3] 馬偉江.盾構機驅動箱焊接工藝[J].金屬加工(熱加工),2019(9):33-34.
[4] 張冬梅. 基于動力學的移動焊接機器人建模與焊縫跟蹤研究[D].天津:河北工業大學,2012.
[5] 張文鉞.焊接冶金學[M].北京:機械工業出版社,2012.
來源:金屬加工(熱加工)